
Oily Sludge Dilemma: How Pyrolysis Turns "Hazardous Waste" into Valuable Resources
Rethinking Hazardous Waste

In the global energy landscape, there is a dirty secret lurking beneath the success of the oil and gas industry: oily sludge.
For decades, this viscous, toxic byproduct of exploration, refining, and storage has been labeled as one of the most challenging "hazardous wastes" to manage. It is sticky, difficult to separate, and environmentally devastating if mishandled. Traditional treatment methods—landfills, incineration, or chemical washing—often fall short, either leaving pollutants behind or creating secondary pollution.
But what if this hazardous waste wasn't actually waste at all? What if, instead of a liability, oily sludge could become a valuable source of energy and raw materials?
Enter pyrolysis—a game-changing technology that is redefining how we handle the "hardest nuts to crack" in industrial waste management.
Understanding the Enemy: What is Oily Sludge?
Oily sludge is a complex emulsion consisting of three main components:
- Oil (typically 10–50%)
- Water (typically 30–50%)
- Solid particles (sand, sediment, heavy metals, and mineral fines)
It accumulates in crude oil tanks, refinery wastewater treatment units, drilling operations, and during pipeline cleaning. Globally, the oil and gas industry generates an estimated 60 million tons of oily sludge annually. Left untreated, it contaminates soil, poisons groundwater, and releases volatile organic compounds (VOCs) into the atmosphere.
The industry has long faced a dilemma: treat it safely at a high cost, or risk environmental penalties. Neither option was attractive—until now.
Why Traditional Methods Fall Short
Before pyrolysis gained traction, operators relied on a handful of conventional methods, each with significant drawbacks.
Landfilling simply shifts the problem rather than solving it. It risks long-term groundwater contamination, and with increasingly stringent regulations worldwide, this option is becoming less viable by the day.
Incineration destroys the valuable oil content while consuming significant energy. The process also releases toxic flue gases—including dioxins and furans—creating air pollution concerns that often face public opposition.
Solvent extraction uses large volumes of expensive chemicals to separate oil from solids. While effective to a degree, it generates secondary waste streams that still require treatment, driving up overall costs.
Centrifugation and mechanical separation achieve only partial recovery. The residual solid that remains typically still contains enough hydrocarbons to classify as hazardous, meaning operators end up with multiple waste streams instead of one.
These methods treat sludge as a problem to be disposed of, rather than a resource to be recovered. Oil sludge pyrolysis plant changes that equation entirely.
Pyrolysis: The Game Changer
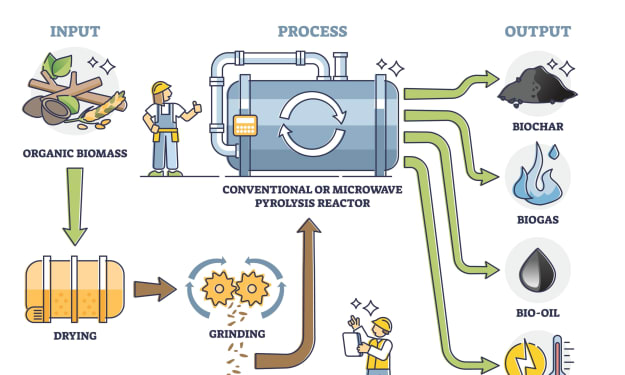
Pyrolysis—the thermal decomposition of materials in an oxygen-free environment—offers an elegant solution to the oily sludge challenge. Here's how it works:
- Feedstock Preparation: Oily sludge is pre-treated to remove large debris and homogenize the material.
- Thermal Cracking: The sludge is fed into a sealed reactor and heated to temperatures between 400°C and 600°C in the absence of oxygen.
- Separation: Under these conditions, the hydrocarbons vaporize, leaving behind solid residues. The vaporized gas is condensed to recover valuable oil.
- Recovery: The process yields three distinct output streams, each with economic value.
From Hazard to Value: The Three Output Streams
Unlike incineration, which destroys everything, pyrolysis unlocks the embedded value in the sludge.
1. Recovered Fuel Oil
The hydrocarbon component of the sludge is vaporized, condensed, and recovered as a high-calorific-value liquid oil. This oil can be used as fuel for industrial burners, sold to refineries as feedstock, or used on-site to power the pyrolysis system itself—creating a self-sustaining operation. Recovery rates typically reach 30–40% of the sludge mass.
2. Inert Solid Residue (Char)
The solids—sand, clay, and inorganic minerals—emerge from the reactor as a dry, inert, hydrocarbon-free material. Importantly, any heavy metals originally present become stabilized and immobilized within the solid matrix, passing standard leaching tests such as the Toxicity Characteristic Leaching Procedure (TCLP). This residue is no longer classified as hazardous waste and can be used as construction backfill, blended into asphalt or concrete, or further processed to recover metals.
3. Recoverable Water
The water component of the sludge is evaporated during pyrolysis, then condensed separately. Depending on the original composition and process conditions, the recovered water is often clean enough for reuse in industrial processes or can be safely discharged after minimal treatment.
Environmental and Economic Benefits
Environmental Wins
The process converts a hazardous waste into non-hazardous, usable products. Because the system is enclosed and operates without oxygen, there are no dioxins, furans, or NOx emissions. And by recovering oil from sludge, the process avoids the need to extract and refine virgin crude for the same applications, significantly reducing the overall carbon footprint.
Economic Wins
Operators can transform a cost center into a profit center. Recovered oil and solids generate revenue, while regulatory compliance becomes straightforward rather than burdensome. Modular pyrolysis units can also be deployed directly at refineries or tank farms, eliminating costly transport and off-site disposal fees. Many facilities report payback periods of just two to four years.
About the Creator
Urban Demolition Challenges: Efficient Trucking Strategies in High-Density Construction Zones
Urban demolition is no longer a niche segment of construction. As cities continue to grow vertically and older structures are cleared to make way for new developments, demolition and excavation projects are increasingly concentrated in dense, high-traffic areas. This shift brings a new layer of complexity, especially for trucking operations that must move debris, materials, and equipment efficiently through crowded urban environments.
By Tim Clarke6 days ago in Earth
The Irony of Flying While We Bomb the "World's Greatest Terror Regime"
Ah, the irony of flying at this moment in time as the United States is simultaneously bombing Iran - the nation officials have insisted for decades is "The World's Greatest Terror Regime" - while the TSA is on a go-slow, courtesy of a funding squeeze that's left its officers unpaid, quitting in droves, and turning checkpoints into something like slow-moving bread lines.
By Scott Christenson🌴7 days ago in Humor



Comments
There are no comments for this story
Be the first to respond and start the conversation.